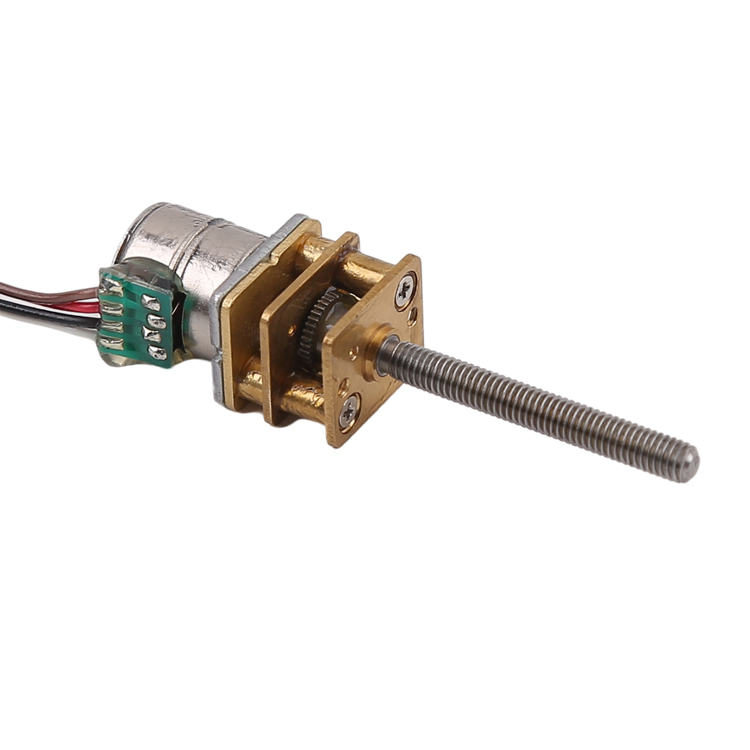
Микро җиһазлы мотормотор һәм тизлек тартмасыннан тора, мотор - көч чыганагы, мотор тизлеге бик югары, моменты бик кечкенә, моторның әйләнү хәрәкәте мотор валына куелган мотор тешләре (шул исәптән корт) аша тизлек тартмасына күчерелә, шуңа күрә мотор валы микро җиһазлы моторның иң мөһим өлешләренең берсе.
I. Мотор валының материалы
Вал материалын сайлау момент зурлыгын, эшкәртүчәнлекне, коррозиягә каршы торуны исәпкә алырга тиеш, һәм мотор таләпләренә туры китереп магнит үткәргеч булырга тиешме, материал югары сыйфатлы углерод корыч, пасовкасыз корыч, эретелгән корыч, карбуризацияләнгән корыч һ.б.дан сайланырга мөмкин.
1. Америка стандарты 1141 & 1144 корыч, иң якын эчке материал - 45 корыч, хәзерге вакытта тармакта иң киң кулланылган материал. Төп җитешсезлек - дат җиңел, шуңа күрә кулланылганда, дат проблемасын җиңеләйтү өчен өстәмә дат үткәрми торган май кулланырга кирәк.
2.Америка Стандарты 416 дат басмас корыч, иң якын көнкүреш материалы Y1Cr13. эшкәртү җиңел түгел, катлаулы үзенчәлекләр белән эшкәртү өчен яраксыз, мәсәлән, җепле вал башы, бәясе 45 корычтан кыйммәтрәк, 303кә арзанрак, киң кулланыла.
3.Америка Стандарты 420 дат басмас корыч, иң якын көнкүреш материалы - 2Cr13. эшкәртү җиңел түгел, катлаулы үзенчәлекләр белән эшкәртү өчен яраксыз, мәсәлән җеп белән вал башы, 45 корычтан кыйммәтрәк, 416/303 арзанрак, киң кулланыла.
4. Америка стандарты 431 дат басмас корыч, бу материал гадәттә кулланылмый, нигездә азык-төлек очраклары белән контактта. Ризык белән элемтәдә булырга мөмкин.
5. Америка стандарты 303 дат басмас корыч, кыйбатрак, йомшак материал белән характерланган, катлаулы формаларда эшкәртү җиңел.
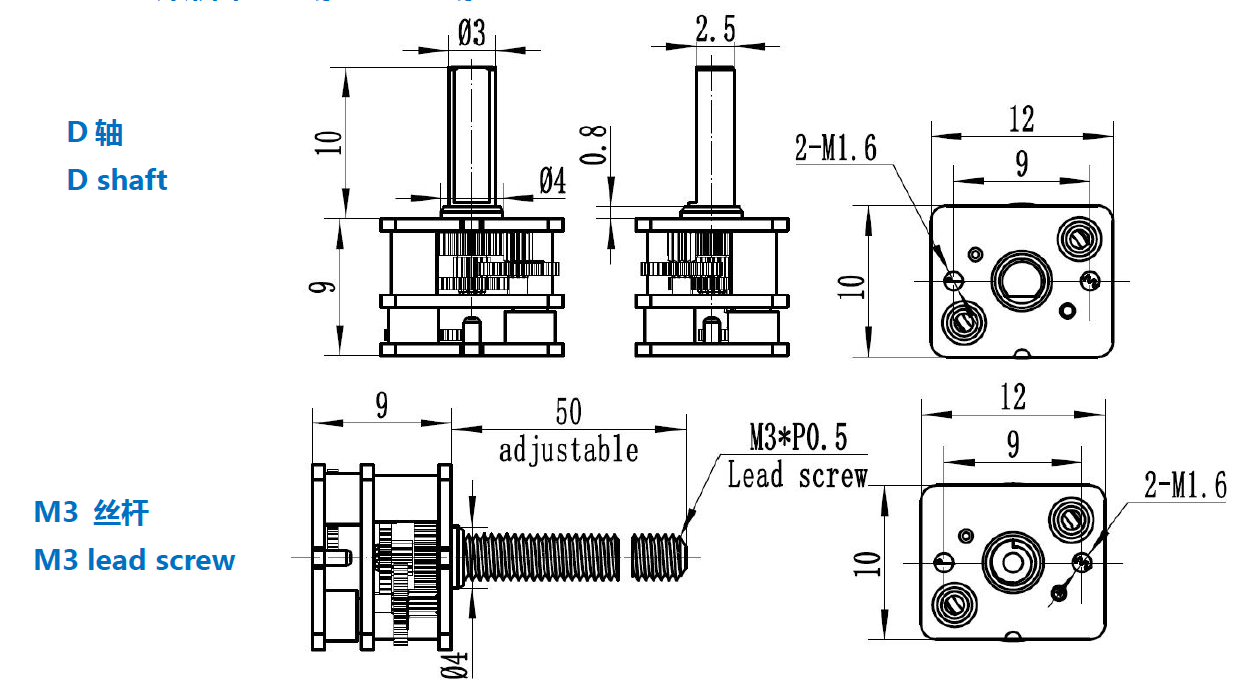
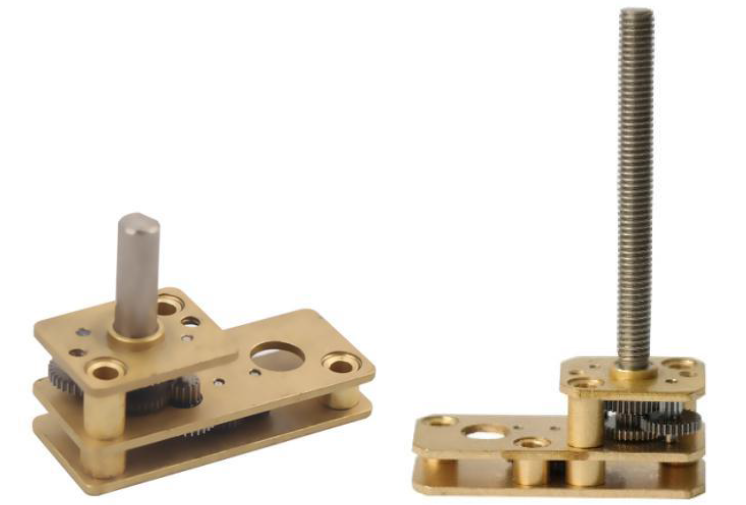
II. Мотор валының формасы
Микро тишекле мотордагы мотор тешләре һәм тизлек тартмасы мешендәге беренче дәрәҗәдәге тешләр әйләнү хәрәкәтен җибәрү өчен, ул котылгысыз момент китерәчәк, шуңа күрә двигатель тешләренең һәм двигатель валының тыгызлыгы бик мөһим. Мотор тешләренә һәм двигатель валына туры килүен исәпкә алыгыз, без мотор валының формасын әйләндерә алмыйбыз.
Мотор вал формалары
A. Кечкенә йөк һәм кечкенә момент өчен яраклы җиңел вал.
B. Урта йөк өчен яраклы яссы вал яки D формалы вал.
C. Урта йөк өчен яраклы вал.
D. Авыр йөк һәм югары момент өчен яраклы вагонны ротацияләү.
E. Мотор валының чыгу ахыры - корт, бу төр мотор валы махсус, күбесенчә турбо корт йөртү өчен кулланыла.
III. Мотор валының процесс таләпләре
Микро җиһазлы моторлартормыш таләпләренә ия, һәм двигатель валының процесс таләпләре шулай ук микро җиһазлы двигатель тормышына тәэсир итә.
Мотор валын эшкәртү технологиясе бар.
A. Мотор валының диаметры төгәллеге чагыштырмача югары, 0,002 мм эчендә ирешеп була.
B. Датны булдырмау һәм коррозиягә каршы торуны яхшырту өчен, мотор валының өслеге еш кына никель белән электроплатацияләнә.
C. Мотор валының өслеге тупаслыгы да бик мөһим, бу мотор тешләре белән туры килү төгәллегенә турыдан-туры тәэсир итә.
IV. Тизлекне киметүче саклагыч вал классификациясе
Редуктор көче буенча югары көчле редукторга һәм аз көчле редукторга бүленә. Төрле көч, модель һәм спецификация редукторының чыгу валы да төрле, һәм редукторның тапшыру валы чыгу валына һәм кертү валына бүленә, һәм ике төр вал принцибы түбәндә җентекләп кертелгән.
1. Чыгыш валы
Чыгыш валы - редуктор һәм тапшыру механизмына тоташтырылган вал, чыгу валының тизлеге күпкә әкренрәк, материал чыгару валы металл чыгару валына, пластик чыгару валына бүленә; форма буенча көйләнә торган D формасындагы вал, түгәрәк вал, ике яссы вал, алты почмаклы вал, бишпочмаклы вал, квадрат вал һ.б.
2. Керү валы
Керү валы - тапшыру моторын һәм редукторны тоташтыручы тапшыру валы, кертү тизлеге һәм кертү валының моменты кечкенә, вал диаметры; кертү валының бер очын монтаж тишеге аша узып, монтаж куышына урнаштырырга мөмкин, кертү валы монтаж кабыгындагы тишек белән кушылырга мөмкин, монтаж урыны кертү валының икенче очында ачыла, аннары редуктор моторының мотор вагоны монтаж оясына кертелә, һәм яссы вал арасында яссы ачкыч тотрыклы һәм тотрыклы тоташу. Керү валы, монтаж базасы, монтаж урыны һәм яссы ачкыч уяты арасында югарыда телгә алынган хезмәттәшлек аркасында, җиһазланган мотор тиз арада мотор валына тоташтырыла ала, бу җиһазлы двигательне монтаж корпусы белән тиз урнаштыруны җиңеләйтә һәм персоналны йөкләү һәм бушатуны уңайлырак итә.
3. Редукторның тапшыру валының роле һәм аермасы.
A. билгеле күләмдә көч күчерү.
B. Тизләнү максатына ирешү өчен кертү тизлеген әйләндерү, түбән тизлекне әйләндерү. Сүрелү каршылыгын санга сукмыйча, кертү валы һәм чыгу валы тигез көч, һәм көч = момент * тизлеге, ягъни көче тигез булганда, момент һәм тизлек кертү валының тизлеге, шуңа күрә момент кечкенә, вал диаметры гына; киресенчә, чыгу валының тизлеге түбән, шуңа күрә момент зур, зуррак вал диаметрын кулланырга тиеш.
V. Миниатюралы двигательнең подшипникларын җылытуның нинди сәбәпләре бар?
Микро җиһазлы моторНормаль эшләгәндә, подшипник аномаль җылыту күренмәячәк, җылытылган микро җиһазлы двигатель гадәттә түбәндәге сәбәпләргә ия.
1. Миниатюр редуктор моторның зарарлы булуы, аннары двигательнең артык кызып китүенә китерәчәк.
2. Аномаль кисәкчәләр яки подшипниктагы чит матдәләр белән кушылган майлау майлары киемнең артык кызып китүенә китерәчәк.
3. Нефть кытлыгы булган миниатюр редуктор моторы, бу мотор озак вакыт сүрелүне көчәйтә, нәтиҗәдә кызу кызу.
4. Майлау майының сыйфаты бик начар, ябышлык җитәрлек түгел, яисә бик югары ябышлык, майлау эше шулай ук подшипникның гадәти булмаган җылытуына китерәчәк.
5.
6.
VI. Миниатюр моторның аксаль бетүенең төп сәбәпләре нинди?
1. яисә статор әйләнешенә кадәр.
2.
3. процесс аксаль бетү булып күренәчәк.
4.
Микро моторның аксаль бетүе йогынты ясармы?
Гади генә итеп әйткәндә, миниатюр моторның аксаль бетүе миниатюр моторны аномаль тибрәнү, шау-шу, таралып беткән, янган әйберләр китереп чыгарса, хезмәтнең срогын киметә. Миниатюр моторның күчәре проблемасын чишү өчен миниатюр двигательнең тышкы читендәге ястыкны көйләү өчен дулкын формасы ясты өсти алабыз.
VII. Планетарны кыскарту тартмасының подшипникларын ничек конфигурацияләргә?
Планетар редуктор конфигурациясе моторы акыллы өй кебек төрле өлкәләрдә кулланылган, шулай итеп микро редукторның подшипниклары ничек конфигурацияләнгән?
Гадәттә микро планета тизлек тартмалары билгеле күчәр көче белән вертикаль җайланмаларны кулланалар, һәм икеләтә вертикаль җайланмалар һәм этәргеч җайланмалар кулланылса да, күчәр юнәлеше урнашырга тиеш. Приборларның туплау көченең зурлыгын һәм юнәлешен билгеләргә була, бары тик родовойның озынлыгы һәм валдагы көчнең ноктасы рәсем ярдәмендә билгеле булырга тиеш. Шуңа күрә, түбәндәге подшипник сайлау ясарга мөмкин.
1.
2, башлангыч сайлау өчен спецификацияләр - валның диаметры булган размерны билгеләү, кертү валының тизлеге югарырак, зуррак йөк сыйдырышлыгы спецификасында шул ук борыч белән сайланырга тиеш, урта валның ике парлы тишек көче бар, зурракка туры китереп, зуррак йөк сыйдырышлыгында бер үк борыч белән сайланырга тиеш.
3, чыгу валының тизлеге түбән һәм валда һәм подшипникта эшләп торган парлы тишек көче генә, сез бер үк борычны урта яки кечерәк йөкнең сыйдырышлыгында сайлый аласыз, ләкин чыгу валы һәм машина шакмаклары каты тоташу һәм тәэсир итү, ул зуррак йөк сыйдырышлыгы булган родны сайларга тиеш.

VIII. Техник двигательнең тизлек тартмасында ватылган валның сәбәбе нәрсә булыр?
Көндәлек эштә, редукторның мотор җыю концентрациясенең чыгышына өстәп, яхшы түгел, һәм килеп чыккан редуктор ватылган вал, ватылса, редукторның чыгу валы, түбәндәге сәбәпләрдән күбрәк түгел.
Беренчедән, дөрес булмаган сайлау төре редукторга көч җитми. Сайлауда кайбер кулланучылар, ялгышлык белән, сайланган редукторның бәя моменты эш таләпләренә туры килсә, чынлыкта алай түгел, чөнки моторның бәяләнгән моменты кимү коэффициенты белән арткан, каешның бәясе продукт үрнәкләре белән күрсәтелгән охшаш редукторларның бәяләнгән моментыннан кимрәк булырга тиеш.
Икенчедән, шул ук вакытта аның двигательнең артык йөкләнеш сыйфатын һәм кирәкле зур эш моментын исәпкә алу. Аерым алганда, кайбер очракларда бу принципны төгәл үтәргә кирәк, бу редуктор эчендәге приборларны саклау гына түгел, ә нигездә редукторның чыгу валлары борылган.
Пост вакыты: 25-2022 ноябрь